河南豫锐达机械制造有限公司官方网站
全国销售热线:159-3873-6887
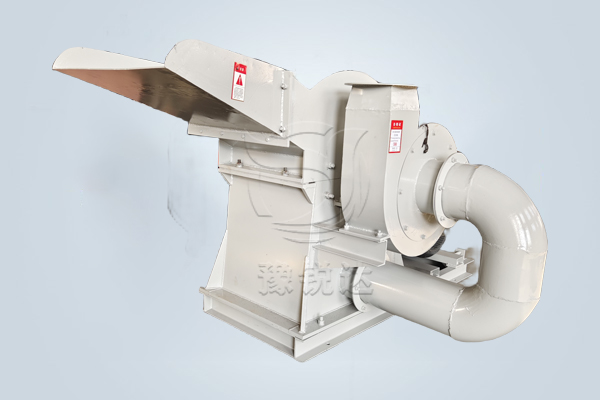
专注于木材削片机、综合破碎机
木材粉碎机、移动式木材破碎机等系列的生产制造
专注于木材削片机、综合破碎机
木材粉碎机、移动式木材破碎机等系列的生产制造
木材锯末粉碎机在木材加工、生物质能源等领域应用广泛,操作误差不仅会影响锯末粒度均匀度、产量稳定性,还可能加剧设备磨损、引发安全隐患。为确保加工质量与生产效率,需从设备、操作、物料、维护四个维度入手,科学规避实际操作中的各类误差,实现设备稳定运行。
规范操作流程是规避误差的核心。操作人员需经培训考核后上岗,严格遵循“先空载试机、再匀速进料”的原则,杜绝开机后立即猛进料或进料忽快忽慢,避免因物料堆积导致粉碎不充分、粒度不均的误差。进料时需使用专用工具,严禁用手接触进料口,同时及时清除原料中的铁钉、石块等杂质,防止硬料撞击部件引发设备振动,产生粉碎误差。
做好设备预处理与校准是基础。开机前需检查设备,确保刀片、锤片安装牢固、磨损均匀,刀片间隙调整至合理范围,筛网孔径符合加工要求且无堵塞、破损。定期校准电机转速与皮带张力,保证设备运行转速稳定,避免因转速异常导致的粉碎力度不足或过度粉碎误差,同时确保转子平衡,减少振动带来的定位误差。
强化物料管控能有效减少误差。加工前需对木材原料进行预处理,将原料截短至规定尺寸,晾晒至含水率低于15%,避免湿料粘连刀片、干料产生过多粉尘,影响粉碎精度。根据原料硬度调整操作参数,硬木适当提高转速,软木合理控制进料速度,实现精准适配,降低粒度偏差。
定期维护保养是长效规避误差的保障。建立设备维护台账,定期清理粉碎腔积尘与筛网杂物,及时打磨或更换磨损的刀片、锤片,每50小时对轴承等关键部件加注润滑油。同时规范设备安装,确保供电电压稳定,误差控制在5%以内,从源头减少设备运行误差。
总之,规避木材锯末粉碎机操作误差,需将规范操作、设备校准、物料管控与定期维护相结合,形成全流程管控,既能保障锯末加工质量均匀稳定,也能延长设备使用寿命,提升生产效益。


咨询我们,为您免费定制解决方案



